Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Нарезание резьбы - определение
Накатка резьбы

 14-n.PNG?width=200 "Плоская форма для накатки резьбы")
 15-n.PNG?width=200 "Планетарный механизм накатки")
 16-n.PNG?width=200 "Цилиндрическая прокатка с двумя роликами")

Найдено результатов: 17
Нарезание резьбы
технологические процессы получения резьбы (См. Резьба) снятием стружки на поверхностях различных деталей. Н. р. производят на специализированных резьбонарезных, гайконарезных, болтонарезных, резьбофрезерных, резьбошлифовальных, а также на токарных (в том числе автоматах и полуавтоматах) и револьверных станках.
Простейший способ Н. р. - при помощи Метчиков и плашек (См. Плашка) - осуществляется вручную, на гайконарезных или болтонарезных станках. На токарных станках резьбу нарезают резцами (См. Резец) за несколько проходов (рис. 1). Резьбу с шагом S ≤ 2,5 мм нарезают по профильной схеме с радиальной подачей, резьбу с шагом S ≥ 2,5 мм нарезают вначале по генераторной схеме с боковой подачей (черновые проходы), затем по профильной схеме (чистовые). Н. р. резцом - процесс малопроизводительный, но позволяющий при небольших подачах получать резьбу с малой шероховатостью поверхности (См. Шероховатость поверхности) (класс чистоты ∇8-∇9), с 4-й степенью точности. Производительность повышается при Н. р. резьбовыми гребёнками и резьбовыми Фрезами, так как при этом Н. р. можно осуществить за один проход. Наиболее прогрессивный способ, названный скоростным, или вихревым, обеспечивает повышение производительности в 2-2,5 раза по сравнению с резьбофрезерованием и более чем в 10 раз по сравнению с Н. р. резцом. Н. р. при этом производят резцовыми головками методами схватывания и огибания (). Резцовая головка с одним или несколькими резцами, оснащенными пластинами из твёрдого сплава, расположена эксцентрично по отношению к обрабатываемой заготовке. Заготовка совершает от 30 до 300 об/мин в одном направлении, а резцовая головка - от 1000 до 3000 об/мин в противоположном направлении. Заготовке за один её оборот сообщается осевая подача на один шаг резьбы; каждый резец приходит в соприкосновение с заготовкой один раз за оборот головки. Скорость резания достигает 400 м/мин. Метод применим для Н. р. как на наружных, так и на внутренних поверхностях при диаметре более 50 мм и обеспечивает шероховатость поверхности 6-го класса (∇6) и 5-6-ю степень точности. Получение резьбы возможно пластической деформацией (см. Накатка резьбы).
Лит.: Барбашов Ф. А., Резьбофрезерные работы, 2 изд., М., 1970; Данилевский В. В., Технология машиностроения, М., 1972; Справочник технолога машиностроителя, 3 изд., т. 1-2, М., 1972.
А. Ф. Дубровский.
Рис. 1. Схема нарезания резьбы на токарном станке: а - по профильной схеме резания; б - по генераторной схеме; 1 - резьбовой профиль; 2 - резец; S - величина подачи резца, равная шагу резьбы; Sp - радиальная подача; SБ - боковая подача.
Рис. 2. Схема вихревого нарезания резьбы: а - методом схватывания; б - методом огибания; 1 - заготовка; 2 - резцовая головка; nз - направление вращения заготовки; np - направление вращения резцовой головки.
Накатка резьбы
процесс получения резьбы (См. Резьба) в результате пластической деформации заготовки резьбонакатным инструментом. Инструмент для Н. р. - плашки (См. Плашка), резьбовые сегменты, ролики с винтовой или кольцевой нарезкой, затылованные ролики. Н. р. производят на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках.
Основные методы Н. р.: тангенциальный, радиальный и осевой (в зависимости от направления подачи инструмента и заготовки), при которых выбирают определённые технологические схемы и соответствующий инструмент (рис.).
Накатывают метрические и дюймовые резьбы, с треугольным, круглым, трапецеидальным и др. профилем, на наружных и внутренних поверхностях. Этим способом получают резьбу на деталях из сталей и цветных металлов (Крепёжные детали, резьбонакатный и резьбонарезной инструмент, резьбовые Калибры, микрометрические и ходовые винты), а также получают мелкие шлицы, зубья, рифления, кольцевые выступы и канавки на тонкостенных изделиях и т.п. Точность резьбы 4-6-й степени, шероховатость - до 10-го класса.
Лит.: Дейнеко В. Г., Новые способы непрерывного накатывания резьб и других профилей, М., 1961; Миропольский Ю. А., Насонов А. Н., Технология и оборудование для накатывания резьб и профилей, М., 1971.
Э. П. Луговой.
Схемы накатки резьбы: а - плоскими плашками; б - резьбовым сегментом и роликом; в - двумя затылованными роликами; г - тремя роликами; 1 - подвижная плашка; 2 - заготовка; 3 - неподвижная плашка; 4 - резьбовой сегмент; 5 - ролик; 6 - затылованный ролик; 7 - ролики с винтовой нарезкой.
Накатывание резьбы
Накатывание (накатка) резьбы — процесс получения резьбы в результате пластической деформации заготовки резьбонакатным инструментом. Профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливание части материала во впадины инструмента.
РЕЗЬБА


![гайке]].](https://commons.wikimedia.org/wiki/Special:FilePath/Screw thread Závit M16.jpg?width=200 "гайке]].")




![Набор щупов для измерения шага резьбы: метрическая резьба — расстояние между нитками в мм, резьба Уитворта — число ниток на [[дюйм]]. Сделано в [[США]], поставлено по [[ленд-лиз]]у.](https://commons.wikimedia.org/wiki/Special:FilePath/Набор щупов для измерения шага резьбы Сделано в США поставлено по ленд-лизу 2.JPG?width=200 "Набор щупов для измерения шага резьбы: метрическая резьба — расстояние между нитками в мм, резьба Уитворта — число ниток на [[дюйм]]. Сделано в [[США]], поставлено по [[ленд-лиз]]у.")
ВЫСТУПЫ И ВПАДИНЫ НА ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ
Шаг резьбы; Резьба (технич.); UNF
в технике - чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии. Различают резьбу треугольную, прямоугольную, трапецеидальную, круглую. Резьбы бывают одно- и многозаходные. По назначению делят на крепежные, силовые и ходовые. В зависимости от направления винтовой линии различают правую (наиболее распространенную) и левую резьбы. Изготовляют пластической деформацией (напр., обкаткой) и резанием на универсальных (токарных и др.), специализированных (резьбофрезерных и др.) станках или вручную с помощью инструмента общего (резцы, фрезы и др.) или специального (метчики, плашки и др.) назначения.
Резьба
ВЫСТУПЫ И ВПАДИНЫ НА ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ
Шаг резьбы; Резьба (технич.); UNF
I
Резьба́






















чередующиеся винтовые канавки и выступы постоянного сечения (нарезка), образованные на поверхности детали. Контур сечения канавок и выступов в плоскости, проходящей через её ось, называется профилем Р. По этому признаку различают треугольные, трапецеидальные, упорные, круглые, прямоугольные и другие Р. В зависимости от формы поверхности, на которой образована винтовая нарезка, Р. бывают цилиндрические и конические (наружные и внутренние), а в зависимости от направления винтового движения резьбового контура - правые и левые; по числу заходов (ниток нарезки) различают Р. однозаходные и многозаходные (двухзаходные, трёхзаходные и т. д.). По условиям эксплуатации можно выделить Р. общего назначения, используемые для крепления различных деталей, и специальные - для объективов микроскопов, труб геологоразведочного инструмента, цоколей и патронов электрических ламп и т. п. Треугольные Р., относящиеся к группе крепёжных, метрическую (наиболее распространена) и дюймовую (не применяется в новых изделиях) используют главным образом в разъёмных соединениях (См. Разъёмное соединение) деталей машин, т. к. они обеспечивают прочность и сохранение плотности стыка при длительной эксплуатации. В группу т. н. кинематических Р. входят трапецеидальная Р., которая в передачах винт - гайка служит для преобразования вращательного движения в поступательное при наименьшем трении (ходовые винты станков, винты столов измерительных приборов и т. п.), и упорная Р., которая служит для преобразования вращательного движения в прямолинейное, например в прессах и домкратах, а также применяется при больших односторонних нагрузках, например в соединениях колонн прессов с поперечинами и т. п. Трубные Р. (обычно конические, реже цилиндрические) используют в трубопроводах и арматуре разнообразного назначения для обеспечения герметичности соединений.
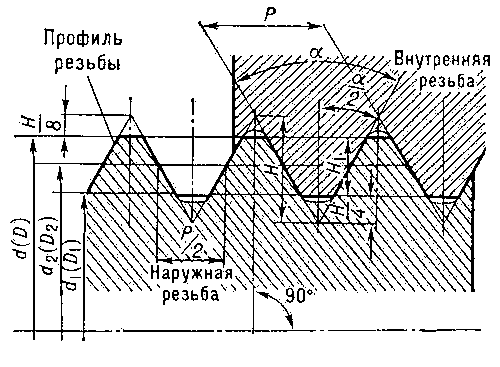
Основные параметры Р. (общие для наружной и внутренней): наружный диаметр d (или D для гаек), внутренний d1 (D1) и средний d2 (D2), шаг Р угол профиля α, углы наклона боковых сторон профиля β и γ, которые для Р. с симметричным профилем равны половине угла профиля α/2, угол подъёма Р., высота исходного профиля H1, высота профиля H2, рабочая высота профиля H1, длина свинчивания Р., или высота гайки.
Метрическая Р. имеет профиль, регламентированный Государственным стандартом и унифицированный в международном масштабе. Основные её параметры показаны на рис. 1. Установлено 3 ряда диаметров метрических Р., каждый из которых имеет крупные и мелкие шаги. При выборе метрической Р. предпочитают первый ряд второму, а второй - третьему. Обозначение метрической Р.: M12×1,5 (цифры показывают диаметр и шаг Р. в мм). Для Р. с крупным шагом в обозначении шаг не указывается (M12). Трапецеидальная Р. (рис. 2) имеет профиль, унифицированный для всех стран - членов СЭВ, общий для однозаходной и многозаходной Р. Для этой Р. по размеру суммарного допуска установлены классы точности и посадки. Обозначение трапецеидальной Р.: Трап. 40×6, где 40 - диаметр, 6 - шаг (в мм). Упорная Р. имеет профиль, показанный на рис. 3. Класс точности Р. определяется суммарным допуском среднего диаметра. Установлены 1-й и 2-й классы точности для Р. винта и один класс - для гайки. Поле допуска d2 расположено по скользящей посадке. Зазор по среднему диаметру обеспечивается путём увеличения D2 гайки; зазор по наружному диаметру создаётся уменьшением d винта, а зазор по внутреннему диаметру получается путём установления разных номинальных значений d1 и D1. Обозначение упорной Р.: Уп 8×10, где 80 - номинальный диаметр, 10 - шаг (в мм). Коническая Р. имеет профиль, показанный на рис. 4. Диаметры Р. измеряют в основной плоскости. В отличие от цилиндрической Р., в конической Р. допуск среднего диаметра не устанавливается. Отклонение этого диаметра ограничивается косвенно предельными отклонениями базового расстояния. Кроме того, установлен допуск на высоту профиля Р. Условное обозначение конической Р.: К Труб. 3/4", где 3/4" - диаметр трубы в дюймах.
Классы и степени точности всех Р. стандартизованы.
Лит.: Коротков В. П., Кустарев Б. Г., Хныкина А. В., Взаимозаменяемость резьбовых сопряжений. Справочник, М., 1968; Детали машин. Расчет и конструирование. Справочник, под ред. Н. С. Ачеркана, 3 изд., т. 1, М., 1968; Якушев А, И., Взаимозаменяемость, стандартизация и технические измерения, 3 изд., М., 1974.
Л. И. Якушев.
Рис. 1. Профиль и основные параметры метрической резьбы: H = 0,86603 P; H1 = 0,54125 P.
Рис. 2. Профиль и основные параметры трапецеидальной однозаходной резьбы: H = 1,866 p; d2 = d - 0,5 P; D = d; D = d; D1 = d - P.
Рис. 3. Профиль и основные параметры упорной резьбы: H = 1,5878 P; H1 = 0,75 P; i = 0,4189 P.
Рис. 4. Профиль и основные параметры конической резьбы: H = 0,960237 P; h = 0,640327P; R = 0,137278P.
II
Резьба́
художественная, один из древнейших и наиболее распространённых видов декоративного искусства (См. Декоративное искусство), способ художественной обработки дерева, камня, кости, Ганча, терракоты, лака и др. путём вырезания.
Р. употребляется для украшения предметов быта, отделки зданий, создания произведений миниатюрной пластики. Самостоятельной областью Р. является Глиптика.
Р. различается по видам. Термином "объёмная резьба" определяется обычно мелкая трёхмерная скульптура. Объёмная обработка предусматривает создание пластически цельного произведения с разнообразными пластически-осязательными эффектами. Для высокорельефной Р. характерно сильное углубление фона, позволяющее достигать многоплановости композиции, выпуклости форм изображений, резкости и силы световых контрастов. Плоскорельефная Р. даёт невысокий рельеф, носящий обычно силуэтный характер. Рельеф часто обрабатывается дополнительными порезками, моделирующими изображение. Разновидностью плоскорельефной Р. является т. н. заоваленная Р., в которой края вырезанного рисунка слегка закругляют ("заоваливают"), что позволяет достигать мягкости и сочности форм рельефа, а фон либо углубляют слабо, либо не углубляют вовсе ("подушечный" фон). Выемчатая (углублённая) Р" представлена двумя основными техниками - трёхгранно-выемчатой и скобчатой. Для трёхгранно-выемчатой Р. характерен геометрический узор, для скобчатой - ногтевидные, лунообразные элементы орнамента. Декоративная выразительность выемчатой Р. основана на сочетании графической чёткости орнаментальных форм с живописностью создаваемой ими светотеневой игры. Контурная Р. - это Р. углублённых линий, декоративный ритм которых четко прослеживается на глади фона. Сквозная (ажурная, прорезная, пропильная) Р. создаётся полным удалением фона. Она рождает эффект тонкой, лёгкой, работающей на просвет декоративной композиции. В сквозной Р. для цветового контраста иногда применяются цветные подкладки из другого материала (например, фольга в прорезной берёсте). При накладной Р. вырезанный рисунок накладывается на гладкую поверхность, что позволяет получать ровный фон без трудоёмкой его выборки.
В Р. для достижения яркой декоративности подчас сочетаются разные её виды - накладная Р. со сквозной, плоско-рельефная с контурной и т. п. Р. нередко соединяется и с иными способами художественного оформления изделий - объёмная Р. с насечкой металлом, выемчатая Р. с заливкой легкоплавким металлом, контурная Р. с затиркой цветной массой. С целью выявления естественной окраски, фактуры или текстуры материала, а также придания ему нужного цвета, резные изделия отделывают различными способами. Деревянные покрывают лаком, вощат, тонируют (морилками или прозрачными красителями), золотят, окрашивают и расписывают красками, обжигают или закапчивают дымом; костяные полируют, пропитывают парафином.
В Р. используют древесину мягких (липа, осина, тополь и др. ) и твёрдых (берёза, клён, бук, самшит и др.) пород, камень различной твёрдости: мягкий (гипсовый камень, талькохлорит, известняк и пр.), твёрдый (нефрит, лазурит, яшма), средний (малахит, мрамор и пр.). Для Р. по кости применяют главным образом бивни мамонта и слона, моржовые клыки, кость-цевка, рог. В зависимости от конкретной задачи в Р. применяют блок материала (монолитные куски камня, кости, древесины - для скульптуры) или пластины (ровные оструганные дощечки - для пряничных досок, панно). Инструменты для выполнения Р. разнообразны: нож, топор, набор стамесок, различные резцы и пилки, а также разные виды разметочных инструментов. Для осуществления трудоёмких работ (распиловка, подготовка полуфабриката, первоначальная грубая обработка) всё чаще применяют механический и электроинструмент - отбойные стамески для камня, бормашину для кости и т. д.
О Р. см. также в статьях Дерево в искусстве, Деревянная архитектура, Лаки художественные, Мебель, Народное творчество и в разделах Архитектура, изобразительное и декоративно-прикладное искусство статей о республиках СССР и странах, а также специальные статьи о Р.: Абрамцево-кудринская резьба, Богородская резьба, Тобольская резная кость, Уральский резной камень, Холмогорская резная кость, Хотьковская резная кость, Чукотская резная кость, Шемогодская прорезная берёста.
Лит. см. при статьях, названных выше.
В. А. Бородулин.
Шкатулка (Ивано-Франковская область). Дерево, плоскорельефная резьба, инкрустация. 1960-е гг.
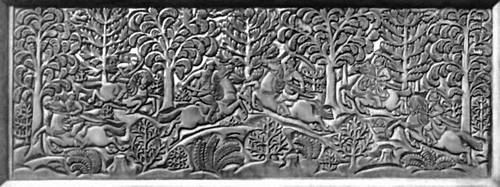
Фрагмент декоротивного портала "Охрана границ СССР". Дерево, заовальная резьба. 1937 г. Мастер В. П. Ворносков и его сыновья. Загорский историко-художественный музей-заповедник.
Прялка (Вологодская губерния). Дерево, трехгранновыемчатая резьба. 1880. Исторический музей. Москва.
Туесок (Великий Устюг). Просечная берёста. 20 в. Музей народного искусства, Москва.
"Моржи" (Чукотка). Кость, объёмная резьба. 20 в. Музей народного искусства, Москва.
Рельефы стен Георгиевского собора в Юрьеве-Польском. Белый камень, плоско-рельефная резьба. 1230-43.
Ларец. (Россия). Кость мамонта, сквозная резьба. Середина 17 в.
Гемма "Увенчание Августа". Оникс, рельефная резьба. Конец 1 в. до н. э. Художественно-исторический музей. Вена.
"Цветущий лотос" (Китай). Белый нифрит, объёмная и сквозная резьба. 18 в. Частное собрание. Лондон.
Ножи (Индия). Слоновая кость, сквозная резьба. 20 в. Музей искусства народов Востока, Москва.
Панно (Узбекистан). Алебастр, выемчатая резьба. 12 в. Музей искусства народов Востока. Москва.
Подвесная налобная бляха из 2-го Пазырского кургана (Восточный Алтай). Рог оленя, сквозная и плоскорельефная резьба. Середина 5 в. до н.э.
"Предок" (Заир). Деталь. Дерево, объемная резьба. Королевский музей Центральной Африки. Брюссель.
Поднос (Китай). Красный лак, плоскорельефная резьба. 16 в. Музей искусства народов Востока, Москва.
Чарон (сосуд для кумыса; Якутия). Дерево, выемчатая резьба. 1974. Научно-исследовательский институт художественной промышленности. Москва.
Стул (Англия). Дерево, объемная резьба. Около 1670-75. Музей Виктории и Альберта. Лондон.
Реликварий. Слоновая кость, высокорельефная резьба. 4 в. Музей христианской эпохи. Бреша.
Рельеф (народ санталы, Индия). Деталь. Дерево, плоскорельефная резьба.
"Дева с младенцем". Слоновая кость, высокорельефная резьба. 8-9 вв. Кастелло Сфорцеско. Милан. Высокорельефная резьба.
Статуэтка царицы Анхесенамон из гробницы фараона Тутанхомона в Фивах. Дерево, объемная резьба. 1-я половина 14 в. до н.э. Египетский музей. Каир.
резка

![[[Стеклорез]] с режущим диском из закалённой стали (левый край), выступами для надламывания и шариком на конце рукояти для подбивания края стекла.](https://commons.wikimedia.org/wiki/Special:FilePath/Glass cutter.jpg?width=200 "[[Стеклорез]] с режущим диском из закалённой стали (левый край), выступами для надламывания и шариком на конце рукояти для подбивания края стекла.")
РАЗДЕЛЕНИЕ ФИЗИЧЕСКОГО ОБЪЕКТА НА ДВЕ ИЛИ БОЛЕЕ ЧАСТИ С ПОМОЩЬЮ ПРЯМОГО СИЛОВОГО ВОЗДЕЙСТВИЯ РЕЖУЩИМ ИНСТРУМЕНТОМ
Резка
1. только ед. Действие по гл. резать
в 1 ·знач. Резка хлеба.
в 1 ·знач. Резка хлеба.
2. Мелко нарезанная солома для корма (·обл. ).
3. только ед. Шулерский прием в карточной игре (спец.).
Шаг резьбы
ВЫСТУПЫ И ВПАДИНЫ НА ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ
Шаг резьбы; Резьба (технич.); UNF
расстояние между параллельными сторонами профиля двух соседних витков, измеренное вдоль оси. Обычно Ш. р. измеряют по линии, на которой ширина витков равна ширине впадин. У многоходовых резьб (См. Резьба), кроме шага, различают ход, равный расстоянию, на которое переместится вдоль оси винт при одном полном его обороте в неподвижной гайке, т. е. шаг одной и той же винтовой линии резьбы. Ход резьбы равен произведению Ш. р. на число заходов резьбы. У одноходовой резьбы ход равен шагу.
РЕЗЬБА
ВЫСТУПЫ И ВПАДИНЫ НА ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ
Шаг резьбы; Резьба (технич.); UNF
1. спиральная винтовая нарезка.
2. рисунок, вырезанный на твердом материале.
Узорчатая р. Ларец с резьбой.
3. см. РЕЗАТЬ
.
.
резьба
ВЫСТУПЫ И ВПАДИНЫ НА ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ
Шаг резьбы; Резьба (технич.); UNF
1. ж.
1) Вырезывание, выделка разных узоров на твердых материалах.
2) Узорчатый рисунок, вырезанный на каком-л. твердом материале.
2. ж.
Спиральная, винтовая нарезка.
1) Вырезывание, выделка разных узоров на твердых материалах.
2) Узорчатый рисунок, вырезанный на каком-л. твердом материале.
2. ж.
Спиральная, винтовая нарезка.
резьба
ВЫСТУПЫ И ВПАДИНЫ НА ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ
Шаг резьбы; Резьба (технич.); UNF
1. Вырезывание, выделка разных узоров на дереве, кости. Специалист по художественной резьбе.
2. Узорчатый рисунок, вырезанный на дереве, кости. Красивая резьба. Художественная резьба. "Честолюбивой позолотой не ослепляя наших глаз, она (чаша) не суетной работой, не резьбою пленяет нас." Пушкин.
3. Спиральная винтовая нарезка (тех.). Мелкая резьба. У винта стерлась резьба.
Википедия
Накатывание резьбы

Накатывание (накатка) резьбы — процесс получения резьбы в результате пластической деформации заготовки резьбонакатным инструментом. Профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливание части материала во впадины инструмента.
При накатке резьбы металл упрочняется за счет уплотнения и наклепа. При нарезании резьбы возможны концентраторы напряжений, сколы и другие виды дефектов.
